View some images taken at the Knight Foundry in Sutter Creek, CA on September 6, 2025, as this non-profit museum undertakes a second round of casting iron brake shoes for steam locomotive, Clover Valley Lumber Co. #4. Museums helping museums…
In January 2024, our Niles Canyon Railway partnered with the Knight Foundry in Sutter Creek, CA to cast some brake shoes for our Clover Valley Lumber Co. #4 steam locomotive. They also helped us with some other parts as well. We were lucky enough to attend that casting event. Alas, several of the molds for the large brake shoes failed in pouring resulting in parts not being fabricated.
Fast forward to September 6, 2025, where a second casting event was held. Why the large gap? The Knight Foundry after the previous event found some issues with their furnace and had to take a fairly extensive rebuild which took some time. We were again invited to Sutter Creek to watch the second casting event, and again, our Marketing Manager, Chris Hauf, attended with cameras in hand.
Here are some photos of the second casting event which appeared much more successful. We again want to thank the volunteers of the Knight Foundry along with some members of the The Crucible in Oakland, CA who also participated in this most recent pour for all of their hard work in making the molds and flasks while doing the very hot pouring.
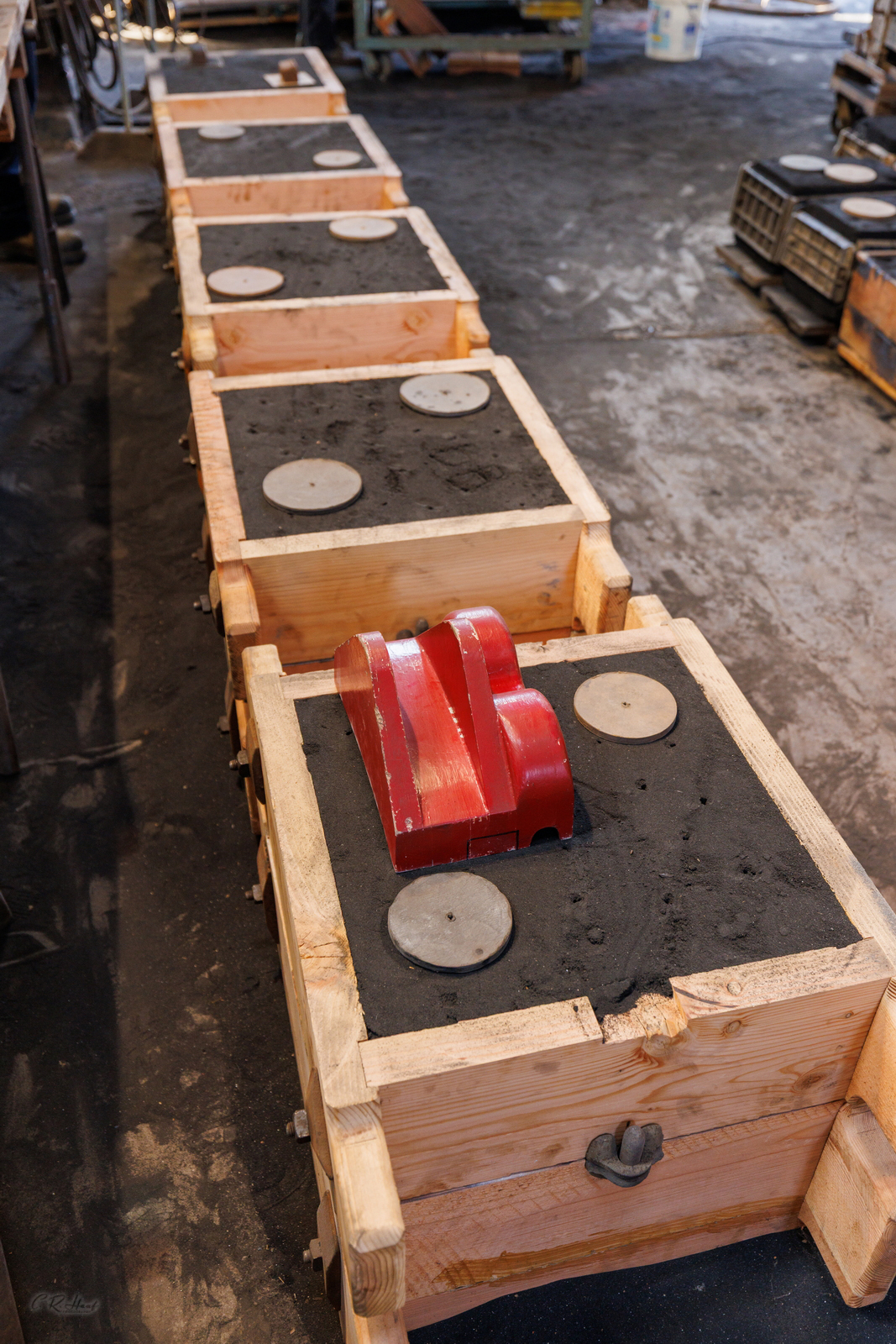
Welcome to the Knight Foundry in Sutter Creek, CA.The flasks containing the ready to pour molds for the #4’s brake shoes with the pattern in red sitting on top for illustration. The holes where the cast iron will be poured are covered to keep debris out prior to the pour.More of the flasks with molds on the casting floor.A view from the charging deck. This is where coke, limestone and iron are added as “charges” to the furnace during the casting process to keep renewing the supply of molten cast iron.Loading the initial load of coke into the furnace.The raw iron in this case are mostly scrap car and truck brake rotors. These will melt to form the iron to be pour. Each stack weighs 100 lbs and typically two stacks were added in a “charge” to properly fill a ladle of cast iron.Our museums actually share a few volunteers including the gentleman on the left who volunteers for both Knight Foundry and us.The initial charge of cast iron is going in. The coke is all lit, but the blower to increase the heat and intensity of the fire has yet to turned on. That would take place after a safety briefing.Let the pouring begin with some of our brake shoes.Pouring more brake shoes.Pouring some smaller flasks containing a variety of other objects for the museum and other people. Some included throwing weights used in Scottish Highland games.More brakes shoes being poured. Two people operate the ladle which is supported by the wood gantry crane. The gentleman in the green shirt works to prevent any slag from being poured into the molds.A poured flask. The weights are used to help hold the flash tight. Still the molten iron has found its way out of the interface of the top (the cope) and bottom (the drag) of the mold to the wood which has been scorched by the hot metal.More shoes being poured.With all of the charges in the furnace, our photographer was let on to the charging deck to get an overhead view of the work as the last of the molds were poured on the floor.The team of volunteers consisting of individuals from the Knight Foundry and The Crucible. We cannot thank them enough for their hard work. We certainly understand hot working in the cabs of our steam engines, but this is REALLY hot work! The wood flasks are removed about an hour after the casting process. The wood is taken out of the foundry and doused with water to both prevent fire and to hopefully reduce the damage to the flasks so there is a chance they can be used again. The sand molds would not be broken up until the next day.Then and now… This historic photo of the foundry was sitting on one of the tables. We could not help but make a comparison of then and now which looks just about the same.
View a short reel from Instagram of one of the brake shoe molds being poured.
Take a wander in 360 degrees around the foundry from the charging deck.
Watch the casting taking place in this 360 degree video.
We hope soon to be able to share some of the final results from the casting event with everyone.
Knight Foundry typically has two open Saturdays per month, and we encourage people to visit both the foundry and its historic machine shop. Sutter Creek is a ~2 hour drive from the Bay Area and less than an hour from Sacramento.